Les màquines de cisalla s'utilitzen sovint a la indústria de processament de xapa. L'acció de cisalla, aparentment senzilla, conté molts trucs, des dels passos d'ajust de la bretxa de la fulla fins a les tècniques d'ajust per a diferents materials, i fins i tot la selecció de fulles. Relacionat amb la qualitat de tall, a continuació es presentarà el contingut rellevant de l'ajust de la bretxa de la fulla de cisalla en detall des de molts aspectes.
Volant manual d'ajust de la bretxa de la fulla: (màquina de cisalla de biga oscil·lant hidràulica)

Ajust elèctric de la separació de la vora de la fulla (màquina de cisalla de guillotina hidràulica)

Espai lliure de fulles de diferents cisalles
La cisalla de biga oscil·lant està equipada amb un mecanisme d'ajust ràpid de la bretxa de la fulla, que pot ajustar la bretxa de la fulla que és bona per tallar segons diferents gruixos i materials de la placa, i està equipada amb una taula de paràmetres precisa per a la selecció de referència i obté un tall satisfactori. qualitat mitjançant un espai de fulla raonable. A mesura que el pal de l'eina gira, l'angle de cisalla i la bretxa de cisalla de les cisalles del feix oscil·lant canviaran.
Adopteu una guia de rodets de tres punts, a través de la força al corró frontal per la molla papilionàcia, la biga de tall es manté estretament en contacte amb els dos corrons posteriors. Quan es talla, el sistema ajustarà elèctricament la bretxa de la vora del ganivet segons les necessitats de les diferents làmines per obtenir una millor qualitat de tall.

La diferència en l'ajust de la bretxa de les fulles
La màquina de cisalla de biga oscil·lant té la funció d'ajustar manualment la bretxa de la fulla, només cal girar el mànec. Les cisalles de guillotina tenen la funció d'ajustar elèctricament la bretxa de la fulla, que es pot ajustar de manera més còmoda i precisa a través del sistema, cosa que és beneficiosa per obtenir una millor qualitat de cisalla.

| Passos d'ajust de la bretxa de la fulla |
| 1. Traieu la fulla inferior i netegeu-la peça per peça |
| 2. La fulla es pot utilitzar als quatre costats i el costat seleccionat està ben instal·lat. I comproveu la rectitud de la fulla en les direccions horitzontal i vertical. |
| 3. La fulla superior és fixa i no es pot ajustar. Ajustem l'espai de la fulla de cisalla ajustant la fulla inferior. |
| 4. Trobeu els cargols esquerre i dret de la fulla inferior per augmentar l'espai lliure, generalment al costat més exterior. |
| 5. Trobeu els dos cargols de fixació a l'esquerra i a la dreta de la fulla inferior que empenyen la fulla inferior per reduir la bretxa. Hi ha femelles de seguretat bloquejades. Generalment, per dins. |
| 6. Afluixeu els quatre cargols esquerre i dret de la taula de fulles inferior |
| 7. La fulla superior es baixa a la posició adequada mitjançant un gir manual i l'operador va a l'àrea de tall de la màquina de cisalla per iniciar l'ajust. |
| 8. Utilitzeu un palpador per ajustar aproximadament a 0,5 mm de la part desocupada de les fulles superior i inferior de la mà esquerra |
| 9. El gir manual fa que la fulla es mogui cap a la posició mitjana i s'ajusti aproximadament a 0,5 mm. |
| 10. El gir manual fa que la fulla es mogui cap a la posició correcta on els ganivets superior i inferior no estiguin desenganxats. La posició mitjana s'ajusta aproximadament a 0,5 mm. |
| 11. Gireu manualment la fulla superior a la posició adequada i inicieu l'ajustament fi. |
| 12. Utilitzeu el palpador per ajustar amb precisió la posició on les fulles superior i inferior de la mà esquerra no mosseguen fins que els tres cables del palpador puguin entrar als cinc cables. |
| 13. Gireu manualment la fulla fins a la posició mitjana i inicieu l'ajustament fi fins que el calibre de pals pugui entrar tres cables i cinc cables no puguin entrar. |
| 14. Gireu manualment la fulla cap amunt fins a la posició en què els ganivets superior i inferior no estiguin desenganxats al costat dret i comenceu l'ajustament fi fins que el palpador pugui entrar tres cables i cinc fils no puguin entrar. |
| 15. Quan la vora de tall de la màquina de cisalla és afilada, si hi ha rebaves a la vora de la làmina tallada, es pot reduir adequadament l'espai entre les fulles superior i inferior. |
Problemes comuns i habilitats d'ajust de ganivets
Les plaques metàl·liques que es troben amb més freqüència són:
1. Plaques gruixudes de més de 13 mm.
2. Placa fina de 0,2~4 mm.
3. Tauler de flors.
4. Placa d'alta tensió (normalment s'utilitza en xapa d'automòbil).
5. Placa de titani
El problema més comú de la fulla és l'estella o l'abolladura de l'eina. En resposta a aquests problemes, primer hem de determinar la bretxa entre les fulles superior i inferior.
Habilitats d'ajust de les fulles
Quan ajusteu la fulla, hauríeu d'establir la bretxa d'uns 2 ~ 3 mm més gruixuda que el gruix de la placa. És a dir, quan vulgueu tallar una placa de 5 mm de gruix, hauríeu de començar a ajustar des de 7 mm o 8 mm i ajustar-la lentament cap avall, quan la talleu. La superfície de tall de la placa mostra 1/3 de superfície brillant i 2/ 3 superfície mat, que aconsegueix el millor efecte de tall. Els detalls són els següents:


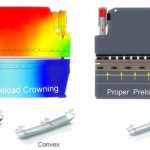
La configuració de la bretxa en tallar el tauler de patró és complicat i s'ha d'ajustar a partir del gruix més gruixut calculat a partir del punt més convex del tauler de patró, en lloc d'utilitzar el gruix del tauler directament. A més, tallar el costat convex del patró cap avall pot allargar la vida útil de l'eina.
A més, s'ha de tenir en compte el material de la placa, especialment quan es talla l'acer inoxidable. L'eina de tall ha de ser afilada, resistent al desgast i resistent. Per tant, s'ha de parlar de la fulla de la màquina de cisalla hidràulica. A més de l'angle de la vora del ganivet i un altre disseny d'aparença i precisió de producció, el material seleccionat és un factor clau que afecta la qualitat de l'eina.
Productes relacionats
 La diferència entre la màquina de cisalla de guillotina i la màquina de cisalla de biga oscil·lant
La diferència entre la màquina de cisalla de guillotina i la màquina de cisalla de biga oscil·lant- Funcionament i manteniment del fre de xapa CNC
- Com operar la màquina de cisalla de guillotina
- La introducció de la màquina combinada de perforació i cisalla
- QC12 Màquina de tall hidràulica de cisalla de guillotina
- Reparació d'avaries habituals de la màquina de cisalla hidràulica i manteniment del sistema de circuits d'oli
- Errors comuns i mètode de resolució de problemes per a la premsa hidràulica de quatre columnes
- Placa de xapa de guillotina hidràulica Màquina de cisalla d'acer inoxidable
- Com fer la compensació de la deflexió per a la dobladora de xapa CNC
- Màquina de cisalla de guillotina hidràulica QC11Y