Avantatge de la màquina de fre de premsa hidràulica CNC

1. Operació fàcil
El fre de premsa CNC és molt fàcil d'utilitzar i és una màquina que requereix menys mà d'obra. Per tant, l'operador pot manejar moltes màquines alhora. Aquestes màquines es poden operar simplement mitjançant el tacte, la sensació i el so de l'operador. A més d'això, són molt fàcils d'utilitzar i tenen un sistema de control molt potent.
2. Programació flexible
La programació flexible de la premsa plegadora CNC permet a l'operador controlar la màquina en anglès senzill o qualsevol altre idioma adequat.

Els diferents tipus d'operacions que es poden realitzar també estan disponibles com a opcions al menú. Un cop escollida l'operació requerida, apareix a la pantalla una altra llista de preguntes sobre els temps de cicle, materials, pressions i altres elements relacionats amb el procés de producció. I després que l'operador introdueixi les respostes a la màquina, els valors es mostren a la pantalla per confirmar-los abans d'iniciar la tasca relacionada.
3. Disseny modern
El fre de premsa CNC incorpora un disseny modern que permet a l'operador organitzar fàcilment la seqüència de corbes. També ajuda l'operador a fabricar ràpidament el producte requerit. A més, l'operador ja no ha d'estimar la quantitat de pressió necessària per crear un grau de flexió específic. Fins i tot els altres factors, com ara la longitud de la brida, el tipus de material, la quantitat de gruix i el grau de flexió, es poden introduir directament a la unitat de control CNC. La peça a fabricar també es pot veure en la versió acabada 2D o 3D. A més d'això, després de programar la primera part a la màquina o a través d'un PC fora de línia, un operador menys qualificat també pot produir fàcilment les peces posteriors.

4. Hi ha dues escales lineals instal·lades en plaques “C” a banda i banda.
El fixem a la taula de treball per eliminar l'efecte de la deflexió durant el treball. L'escala lineal inspeccionarà les dues posicions finals del RAM (Y1, Y2) i enviarà el senyal. Després de l'amplificació mitjançant l'amplificador CNC, el senyal es retornarà a l'ordinador. Llavors l'ordinador controlarà el volum d'oli, que entrarà als cilindres. Així, el paral·lelisme de la RAM i la taula de treball es podria controlar per sota de ± 0,01 mm.
5. Versatilitat: Doble qualsevol gruix i tipus de material (dins dels límits físics dels frens), incloses les peces complexes com el xassís o els suports electrònics.
6. El sistema DELEM té funcions de prova automàtica i autodiagnòstic. A més, la programació inclou mides de placa a doblegar, dimensions de la peça de treball i eines d'elecció. Aleshores, el sistema CNC podria calcular automàticament la força de flexió i la posició del calibre posterior i del ram. També es va poder calcular el relé de temps de penetració i pressió de l'ariet. La vàlvula proporcional electrohidràulica d'excel·lent qualitat pot garantir la sincronització dels dos cilindres i una bona capacitat per fer front a la càrrega excèntrica.

7. El calibre posterior adopta un cargol de boles rodants i una guia de rodament, de manera que la precisió de posicionament repetida de l'eix X podria arribar a ± 0,1 mm. La màquina completa està amb protecció de seguretat i enclavament per protegir l'operador de ferides.
8. Les peces lliscants principals, com ara cilindres, vareta del pistó, camí de guia, estan totes amb tractament de resistència al desgast.
9. El sistema CNC controlarà la carrera de la màquina de fre de premsa hidràulica CNC i el calibre posterior amb bona precisió.
Desavantatge de la màquina de fre de premsa hidràulica CNC
1. Manipulació del material: Dificultat per manipular material de fulls grans
2. Eines: es requereix eines inferior i superior
3. La longitud de la brida s'ha d'estendre a través de la matriu durant tota l'operació de plegat, limitant la mida de la brida
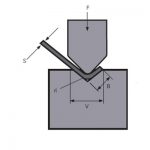
4. Retorn elàstic: al final de la flexió, es produeix el revés elàstic a causa de la recuperació de la deformació elàstica, tal com es mostra a la figura 1. El fenomen de rebot afecta directament la precisió dimensional de la peça i s'ha de controlar. Les mesures del procés preses en aquest sentit són: ① Mètode de compensació d'angle. Si l'angle de flexió de la peça és de 90 º, es pot seleccionar l'angle d'obertura de la màquina de flexió sota la ranura (en forma de V) a 78 º.

figura 1
El temps de pressurització s'incrementa pel mètode de correcció. Realitzeu la correcció de pressió al final de la flexió per allargar el temps de contacte de la matriu superior, la peça de treball i la ranura inferior de la màquina de flexió per augmentar el grau de deformació plàstica al filet de la ranura inferior, de manera que la tendència de rebot de les fibres a la zona de tensió i compressió s'oposa entre si, reduint així la bomba de retorn.
Productes relacionats
 El principi de funcionament i la composició de la màquina de flexió de fre de premsa CNC
El principi de funcionament i la composició de la màquina de flexió de fre de premsa CNC- Solució eficient WILA de plegat de plaques mitjanes i gruixudes
- Com triar el tonatge de la màquina de fre de premsa hidràulica
- Els 10 principals fabricants de premsa elèctrica de la Xina
- Com triar la màquina de fre de premsa hidràulica CNC adequada
- 4 passos per conèixer el sistema E21 de dobladora de xapa CNC
- Què és la corona de premsa de frens
- Com operar la màquina de cisalla de guillotina
- Manteniment de la màquina de premsa d'energia hidràulica
- Regles de funcionament segur de la màquina de premsa d'energia hidràulica