Les plaques mitjanes i gruixudes s'utilitzen àmpliament en diversos camps com a peces d'estrès, com ara excavadores, excavadores, carregadores, vagons de passatgers i altres maquinàries i locomotores de construcció. Les plaques mitjanes i pesades solen referir-se a plaques metàl·liques amb un gruix entre 4,5 i 25 mm. Els mètodes de conformació de plaques mitjanes i pesades inclouen principalment: la formació de flexió de frens de premsa, la formació de màquines de laminació i la formació de peatge de premsa. El plegat (plegat) és un mètode de formació de línies de productes àmpliament utilitzat i abundant per a plaques mitjanes i gruixudes.
Les dificultats de flexió de les plaques són peces llargues, alta pressió, formació difícil, baixa eficiència i precisió difícil de controlar. El resultat final del plegat és una reflexió completa dels paràmetres del material, els paràmetres del procés i els paràmetres del motlle. El disseny raonable d'aquests paràmetres és la clau per millorar el rendiment de flexió de plaques mitjanes i gruixudes.

El tonatge de la premsa de frens (premsa plegadora)
El primer problema que s'enfronta a la flexió de plaques mitjanes i gruixudes és la selecció del tonatge de la màquina de flexió del fre de premsa i si la capacitat de càrrega de l'aparell i el motlle compleix els requisits.
La força F s'aplica a la màquina plegadora del fre de premsa per impulsar el moviment mutu entre els motlles superior i inferior, doblegant així la placa. Per a la flexió de plaques d'acer al carboni a 90°, WILA dóna el valor empíric de la càrrega de tensió de la placa, tal com es mostra a la taula 1. Quan el gruix de l'acer al carboni és de 20 mm, es pot seleccionar la matriu inferior amb V=160 mm. En aquest moment, la càrrega de força de la màquina de flexió és de 150 t/m.
F=força per unitat de longitud (t/m);
S= gruix del material (mm);
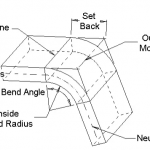
ri = radi de flexió de la cantonada interior (mm);
V= mida inferior de l'obertura de la matriu (mm);
B= vora més curta de la brida (mm) );
alumini: F × 50%;
aliatge d'alumini: F × 100%;
acer inoxidable: F × 150%;
estampació i flexió: F × (3 ~ 5)

Pinça hidràulica pesada
Els mètodes de suport de càrrega de les pinces hidràuliques superiors de WILA inclouen càrrega superior i càrrega d'espatlla, i la càrrega màxima és de 250 t/m 800 t/m respectivament. La superfície que suporta la força de l'aparell adopta la tecnologia d'enduriment d'enduriment profund CNC. La duresa Rockwell és de 56 ~ 60HRC i la profunditat d'enduriment és de fins a 4 mm, que té una gran duresa i una forta resistència al desgast. La pinça hidràulica utilitza una subjecció ràpida hidràulica, i l'expansió de la mànega hidràulica impulsa el moviment del passador de subjecció de manera que el motlle s'asseu automàticament i la línia de flexió es centra automàticament. Per a un motlle de flexió amb una longitud total de 6 metres, només calen uns 5 segons perquè la subjecció hidràulica estigui totalment subjectada, i l'eficiència d'ús integral és de 3 a 6 vegades superior a la del sistema de subjecció manual normal.

Banc de treball de compensació de maquinària pesada
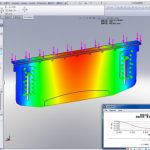
Per a la flexió de plaques mitjanes i gruixudes, la versió de nou nivell de WILA de la taula de compensació mecànica resistent no només pot satisfer fàcilment els requisits de càrrega, sinó que també compensa la deflexió i la deformació de la màquina de doblegar. El banc de treball de compensació mecànica adopta una subjecció hidràulica, la precisió de la superfície pot arribar a ± 0,01 mm, la duresa de Rockwell és de 56 ~ 60HRC i la profunditat d'enduriment és de fins a 4 mm. El banc de treball de compensació mecànica adopta la interfície d'instal·lació universal UPB de WILA, que és fàcil d'instal·lar i té una major precisió. També té els seus propis ajustos de direcció Tx i Ty, que poden garantir que el banc de treball i el calibre posterior romanguin paral·lels a les direccions davantera i posterior, i poden realitzar una correcció de la desviació angular local.

Matriu/eina de flexió pesada
A causa del gruix de la placa, el motlle inferior amb una mida d'obertura més gran (V24 ~ V300) i el motlle amb una capacitat de càrrega més gran es seleccionen generalment per a la flexió de plaques mitjanes i gruixudes. Les dimensions generals del motlle són generalment grans i el pes del motlle ha superat la capacitat de manipulació normal de l'operador. Amb l'ajuda dels coixinets de rodets, la tecnologia patentada de WILA E2M (Easy to Move) permet als operadors moure motlles de flexió pesats de manera còmoda, segura i ràpida, estalviant molt la substitució del motlle i el temps d'ajust de la màquina.
Es poden proporcionar motlles de doblegat amb diverses formes de ganivet i obertures inferiors de motlle que satisfan les necessitats del client, com ara ganivets rectes, cimitarras de coll de cisne, motlles de filet i motlles multi-V. Mitjançant la mòlta precisa de les peces clau, la precisió dimensional del motlle és de fins a ± 0,01 mm. Mitjançant el processament de la tecnologia d'enduriment i enduriment profund CNC, la duresa del motlle pot arribar als 56 ~ 60HRC i la profunditat de la capa endurida pot arribar als 4 mm.

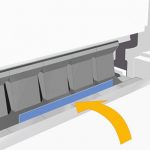
Per al plegat de plaques mitjanes i gruixudes amb diferents gruixos de plaques, WILA també ofereix motlles Multi-V, que estan disponibles en dues formes: port en V ajustable automàtic i port en V ajustable manualment, tal com es mostra a la figura 6. Mitjançant el motor de control numèric o el bloc d'ajust, la mida d'obertura en V del motlle inferior es pot ajustar arbitràriament segons les característiques de la placa, que és especialment adequada per doblegar plaques mitjanes i gruixudes amb un alt rebot i una gran resistència. Al mateix temps, el motlle Multi-V ve amb corrons endurits amb un baix coeficient de fricció, que pot reduir en gran mesura els plecs externs de les peces de flexió i, al mateix temps, pot reduir la flexió en un 10% ~ 30% en comparació amb el motlle inferior tradicional.

Productes relacionats
 Com triar el tonatge de la màquina de fre de premsa hidràulica
Com triar el tonatge de la màquina de fre de premsa hidràulica- Utilitzeu les habilitats de la màquina de doblegar CNC
- El principi de funcionament i la composició de la màquina de flexió de fre de premsa CNC
- Com triar la matriu adequada per a la màquina plegadora de frens de premsa
- Seqüència de plegat convencional i especificació d'ús diari del motlle de la màquina de plegat
- Per què afegir un sistema de compensació a una màquina dobladora de frens de premsa
- Com calcular el marge de flexió per a la vostra fre de premsa
- Motlle de màquina plegadora de fre de premsa de la Xina
- De què estan fetes les matrius de frens de premsa? Què és l'eina de frens de premsa?
- Avantatges i desavantatges de la màquina de frens de premsa