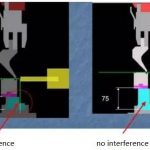
La plegadora CNC és un equip important en el processament de xapes i la seva precisió de treball afecta directament la precisió de flexió de la peça. En el procés de flexió de la peça de treball, la màquina del fre de premsa està sotmesa a la força més gran als dos extrems del control lliscant, i la força de reacció durant la flexió de la placa provoca una deformació còncava a la superfície inferior del control lliscant. La deformació de la part mitjana del control lliscant és la més gran i l'angle de flexió final de la peça de treball La mida varia en tota la longitud.
Banc de treball-càrrega completa-deformació


Per eliminar els efectes adversos causats per la deformació del control lliscant, cal compensar la deformació de la desviació del control lliscant. Els mètodes de compensació habituals inclouen la compensació hidràulica i la compensació mecànica, ambdues que fan que el centre de la taula de treball produeixi una deformació elàstica ascendent per compensar La deformació de la llisca de la màquina-eina garanteix la precisió de la superfície de la junta de mecanitzat i millora la precisió de la peça de treball.


Quadre d'anàlisi del factor de seguretat del motlle

Dos mètodes de compensació
1. Compensació hidràulica
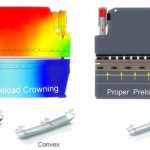
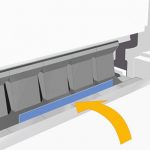
El mecanisme de compensació de la deflexió automàtica hidràulica del banc de treball es compon d'un grup de cilindres d'oli instal·lats al banc de treball inferior. La posició i la mida de cada cilindre de compensació es dissenyen segons la corba de compensació de la deflexió del control lliscant i l'anàlisi d'elements finits del banc de treball. La compensació hidràulica és la compensació de protuberància de la versió neutra que es realitza mitjançant el desplaçament relatiu entre les tres plaques verticals davantera, mitjana i posterior. El principi és realitzar la protuberància mitjançant la deformació elàstica de la pròpia placa d'acer, de manera que la quantitat de compensació es pot ajustar dins del rang elàstic de la taula de treball.

2. Compensació mecànica
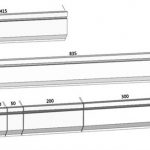
La compensació mecànica es compon d'un conjunt de falques obliqües que sobresurten amb superfícies inclinades, i cada falca que sobresurt està dissenyada segons la corba de deflexió del control lliscant i la taula de treball basada en l'anàlisi d'elements finits. El sistema de control numèric calcula la quantitat de compensació necessària segons la força de càrrega quan la peça es doblega (aquesta força provocarà la desviació i la deformació del lliscant i la placa vertical de la taula de treball) i controla automàticament el moviment relatiu de les falques convexes de manera efectiva. Compenseu la deformació de la deflexió produïda pel bloc lliscant i la placa vertical de la taula de treball pot obtenir la peça de flexió ideal. La compensació de la deflexió mecànica s'aconsegueix controlant la posició per aconseguir "pre-bump". Un conjunt de falques forma una línia en la direcció de la longitud de la taula de treball. La corba amb la mateixa deflexió fa que la bretxa entre els motlles superior i inferior sigui consistent durant la flexió, assegurant el mateix angle de la peça de flexió en la direcció de la longitud.


Productes relacionats
 Falles mecàniques habituals i manteniment de les màquines plegadores de premsa
Falles mecàniques habituals i manteniment de les màquines plegadores de premsa- Motlle de màquina plegadora de fre de premsa de la Xina
- 4 passos per conèixer el sistema E21 de dobladora de xapa CNC
- Què és la corona de premsa de frens
- Com triar el tonatge de la màquina de fre de premsa hidràulica
- De què estan fetes les matrius de frens de premsa? Què és l'eina de frens de premsa?
- Com fer la compensació de la deflexió per a la dobladora de xapa CNC
- Utilitzeu les habilitats de la màquina de doblegar CNC
- Quants tipus de fre de premsa hidràulica
- Com triar la màquina de fre de premsa hidràulica CNC adequada