La dobladora de frens de premsa realitza principalment el plegat en línia recta de la placa. Mitjançant l'ús de motlles i equips de procés senzills, la xapa metàl·lica es pot premsar en una determinada forma geomètrica, i també es pot processar estirant, perforant, punxonant i ondulant. En la producció real, la màquina de fre de premsa CNC s'utilitza principalment per realitzar la flexió de diverses formes geomètriques de caixes metàl·liques, carcassa de caixes, bigues en forma d'U i rectangles. El seu processament té els avantatges d'una alta rectitud de flexió, sense marques de dents, sense descamació, sense arrugues, etc.
Amb el desenvolupament continu de la tecnologia de fabricació de màquines de flexió CNC, els seus avantatges, com ara l'alta precisió de posicionament, la comoditat, la compensació de pertorbacions d'activitat zero i la bona consistència dels productes processats, s'han afavorit cada cop més per la majoria de les empreses de fabricació de xapa. No obstant això, amb desitjos limitats, com fer un millor ús de la màquina de doblegar i donar el màxim joc a les seves funcions i avantatges s'ha convertit en un problema que els fabricants que utilitzen la màquina de doblegar CNC presten atenció i necessiten resoldre amb urgència. En el procés de fabricació i ús a llarg termini, Zhongrui ha ampliat eficaçment les funcions de la màquina de doblegar i ha acumulat experiència mitjançant l'addició d'eines auxiliars, la transformació de motlles existents i l'ús flexible del lloc. Aquest article pren com a exemple la màquina de fre de premsa CNC DA66T de Zhongrui i presenta les habilitats en ús en detall.
Afegiu eines auxiliars
Si voleu que la màquina-eina del fre de premsa sigui flexible i fàcil d'utilitzar, és essencial afegir eines auxiliars. L'augment d'eines auxiliars no només pot ampliar el rang de processament de la màquina-eina de plegat CNC, sinó que també pot millorar l'eficiència del processament.
1) Placa de transició (placa mitjana assistida per a motlle ràpid)
L'alçada d'obertura de la màquina dobladora es refereix a la distància entre les taules de treball superior i inferior. Com que la plegadora CNC DA66T té una alçada d'obertura més gran, considereu utilitzar una obertura gran per ampliar el rang de processament. Com es mostra a la figura 1, afegir una altra placa de transició a la placa de transició original pot augmentar l'alçada de flexió lateral de la peça (fins a 85 mm), de manera que es pot dur a terme un processament profund amb vores de flexió lateral més altes. El tauler de transició fet a si mateix pot personalitzar l'amplada del tauler de transició segons les vostres pròpies parts comunes, i és més adequat per processar peces d'amplada petita amb vores de flexió més altes a ambdós costats.

2) Cantonada del panell frontal
Com es mostra a la figura 2, la part davantera de la màquina està equipada amb una cantonada, que pot col·locar peces petites i reduir el temps per agafar peces. Al mateix temps, s'instal·la una petita taula de treball per facilitar el processament i la recollida de peces diminutes.

Aprofiteu al màxim el motlle
L'ús de la màquina dobladora de fre de premsa CNC es basa principalment en els motlles superior i inferior. Si el nombre de motlles és petit i l'aplicació no és flexible, el rang de processament de la màquina-eina es veurà molt restringit. Per tant, en condicions fixes, com maximitzar la funció del motlle existent mitjançant la combinació optimitzada i la transformació parcial és un problema en el qual ha de pensar tot usuari de màquina-eina. A continuació es mostra la funció d'expansió que utilitzem canviant el motlle de la màquina de doblegar CNC Introducció.
1) Punta de rectificat de matriu superior R
Quan la matriu superior s'utilitza durant molt de temps, el seu desgast de la punta canviarà de manera irregular. L'alçada del motlle canvia i la precisió de flexió no es pot garantir. Mitjançant la mòlta, corregint la punta R i fent coincidir amb una ranura en forma de V més gran, es poden plegar plaques gruixudes. Això allarga la vida útil del motlle.
2) Canvieu els motlles de ferralla per aconseguir l'anivellament
En absència d'una matriu de flexió composta, la solució del problema de conformació de com pressionar la vora morta és un exemple. La vora morta és una forma doblegada en la qual dues capes se superposen, i s'acostuma a utilitzar com a reforç. En general, el tauler de més de 2 mm gairebé no té vores mortes de premsa. Premeu la vora morta s'ha de formar amb una matriu de flexió composta i s'ha de dividir en més de dos processos per formar.
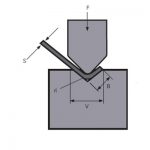
El mètode utilitzat habitualment és utilitzar una matriu de flexió composta, tal com es mostra a la figura 3. En el primer pas, el material es plega a 30 °, i en el segon pas, l'angle de flexió de 30 ° es col·loca a l'extrem frontal del motlle compost i el material es plega en una vora morta. Però no tenim una matriu de flexió composta, només una matriu de flexió d'angle agut de 30 °. Completeu el primer pas de la matriu de flexió composta amb el motlle existent i el segon pas només trobareu un altre mètode. En el segon pas, els motlles superior i inferior són tots dos plans. Després de l'anàlisi, la part mitjana del motlle inferior de doble ranura en V existent es pot utilitzar com a part plana i el motlle superior busca un avió. Traieu el motlle superior desballestat existent i tritureu la vora del ganivet en un estil pla, resolent així el problema de formació de la premsa de la vora morta.

Amb aquest conjunt de motlles modificats també es pot aplanar. En el processament real, els operadors de màquines-eina de vegades cometen errors, com ara vores de flexió o dimensions de flexió que no són iguals. En el cas que els requisits de superfície de la peça no siguin elevats, és una llàstima desballestar la peça, només per aplanar la vora de flexió. Knockout és molt laboriós, però es pot anivellar fàcilment mitjançant la combinació de motlles anterior. Les peces es poden pressionar fàcilment a mà als motlles superior i inferior, i després les peces s'aplanen amb la màquina de doblegar CNC.
Habilitats durant l'operació
1) Col·locació de matrius de flexió i materials de processament
A l'hora d'organitzar el pla, s'han de tenir en compte els factors següents:
a. Col·loqueu materials del mateix gruix junts;
b. Col·loqueu els motlles del mateix model junts;
c. Els motlles de forma similar estan disposats junts.
Això pot reduir el temps i la freqüència de substitució del motlle.
2) Col·locació en angle recte de peces estretes i petites
Quan la part de flexió és estreta i llarga, no és fàcil de localitzar. Durant el processament, sovint passa que el posicionament posterior a la decisió i la part doblegada és fàcil d'inclinar. Per tant, utilitzant el mètode utilitzat a la figura 4, el motlle s'enganxa al motlle inferior per garantir un angle recte. Quan es doblega així, la peça no és fàcil d'inclinar.

3) Flexió de peces triangulars
Quan les peces de flexió es dobleguen, les parts d'angles aguts no són fàcils d'apropar a la regla posterior. En general, quan la dimensió més petita L ≤10 mm es regeix immediatament posterior, s'ha de tenir en compte el dispositiu de posicionament. En el treball real, el disseny i el procés són fàcils de descuidar, i sovint es produeixen aquests problemes. En processar, segons la mida de la peça, es determina que una sola peça s'alinea amb la matriu de flexió i la peça doble està alineada amb el suport.
4) Afegiu una placa fina R
A causa de les diferents necessitats dels clients, el valor R requerit a la vora de flexió també és diferent. En el procés de processament, per a peces que no requereixen una gran precisió dimensional, utilitzeu una placa de suport per augmentar el valor R de manera que es pugui obtenir el valor R requerit després de la flexió. Segons els requisits de disseny, R es refereix a la relació entre V i R interior per seleccionar el gruix de la placa i plegar-lo en la forma que es mostra a la figura 5. Quan estigui en ús, utilitzeu una pinça per subjectar el motlle superior. Aquest mètode és fàcil d'utilitzar i es pot utilitzar en diverses capes.

5) Configuració de motlle d'una sola part i múltiples
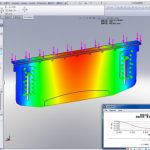
Zhongrui va utilitzar la màquina plegadora CNC DA66T amb 2 cilindres hidràulics com a demostració. S'ha provat la configuració de múltiples motlles que es mostra a la figura 6, és a dir, els motlles superior i inferior del mateix model s'instal·len en seccions alhora, cosa que pot completar el processament de diversos corbes de tota la peça, reduint el temps d'instal·lació del motlle. i manipulació repetida de peces. En l'actualitat, la matriu superior de flexió d'igual alçada ha aparegut al mercat. L'alçada del motlle superior és uniforme i també es poden utilitzar motlles de diferents formes a la mateixa taula. D'aquesta manera, és possible realitzar el plegat segmentat de diferents motlles.

6) Programes registres de peces típiques
Després de processar les peces típiques, els paràmetres de processament s'han d'enregistrar a temps i el programa s'ha d'emmagatzemar a l'àrea d'emmagatzematge de la màquina plegadora amb el número de dibuix de la peça, de manera que es pugui reutilitzar en el futur, reduint considerablement una sèrie. de preparacions abans de doblegar. També podeu fer una taula, que contingui la configuració específica del nom de la peça, el número de dibuix, els gràfics, el material i els paràmetres de plegat. La taula es divideix en plaques d'acer, plaques d'alumini i plaques d'acer inoxidable. Cada tipus es distingeix pel gruix del material. El temps que triga a trobar peces típiques es reduirà. Si es combina amb la targeta de procés, aquesta és una instrucció de processament molt completa. Fins i tot els nous empleats amb poca experiència poden seguir les instruccions per processar peces.
7) La longitud del motlle no és suficient per doblegar-se en seccions
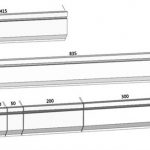
En el processament in situ, sovint passa que la longitud del motlle és més petita que la vora de flexió. Com que molts motlles especials es determinen segons l'ús de productes fixos, el mètode de flexió segmentada s'utilitza quan la longitud del motlle és inferior a la vora de flexió. Quan la longitud del motlle és propera a la vora de flexió, esquinça la vora perpendicularment a la vora de flexió i després plega la vora de flexió a la mida requerida en seccions. La figura 7a és la meitat esquerra de la part doblegada i la figura 7b és la meitat dreta de la part doblegada.

8) Utilitzant el tac del calibre posterior per posicionar-lo
Quan la mida de la peça doblegada és gran i s'utilitza el calibre posterior per posicionar-se, les peces sovint s'enfonsen a causa del seu propi pes, la peça de mà és curta i l'operador no és fàcil de subjectar la peça. Per garantir el nivell de les peces, s'ha de disposar un operador a la regla posterior per mantenir les peces a nivell amb la mà. Per tant, quan es processen aquestes peces, s'han de disposar 2 operadors. En el treball, es troba que el calibre posterior es pot baixar a una mida determinada, i els tacs del calibre posterior s'utilitzen per al posicionament i les peces es col·loquen horitzontalment al calibre posterior. Això no només redueix el nombre d'operadors, sinó que també garanteix eficaçment la precisió de mecanitzat.
9) Doblació profunda de forma tancada
En el processament real, el processament de flexió de forma tancada profunda es pot utilitzar de manera flexible. En absència d'una matriu de flexió profunda de tipus tancat, quan es dobleguen les peces tal com es mostra a la figura 7, s'adopta l'estat de subjecció que es mostra a la figura 8. Separeu el tauler de transició, la distància és lleugerament més gran que l'amplada de la peça i la mida s'assigna raonablement i es poden doblegar dues parts alhora.

Els mètodes i tècniques de processament introduïts anteriorment poden resoldre els problemes de processament d'un gran nombre de peces similars en productes i són molt adequats per al desenvolupament de productes amb múltiples varietats, lots petits i cicles de producció curts. Amb aquests mètodes, no només es pot estalviar la despesa dels costos d'eines, sinó que també es pot escurçar el cicle de producció i processament, es redueix el cost de producció i es millora la qualitat del producte. Aquests mètodes de processament i habilitats d'ús també es poden aplicar i promocionar en màquines plegadores CNC amb estructures similars.
Productes relacionats
 Com triar el tonatge de la màquina de fre de premsa hidràulica
Com triar el tonatge de la màquina de fre de premsa hidràulica- Solució eficient WILA de plegat de plaques mitjanes i gruixudes
- Com triar la matriu adequada per a la màquina plegadora de frens de premsa
- Seqüència de plegat convencional i especificació d'ús diari del motlle de la màquina de plegat
- Per què afegir un sistema de compensació a una màquina dobladora de frens de premsa
- El principi de funcionament i la composició de la màquina de flexió de fre de premsa CNC
- Motlle de màquina plegadora de fre de premsa de la Xina
- Com calcular el marge de flexió per a la vostra fre de premsa
- Què és la corona de premsa de frens
- 2021 Guia definitiva de la màquina de frens metàl·lics