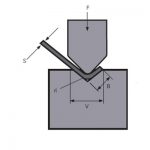
El punxó / matriu del fre de premsa es divideix en motlles superior i inferior, que s'utilitzen per a l'estampació i la separació de motlles de xapa. El motlle per formar té una cavitat, i el motlle per separar té un tall. El punxó / matriu de la màquina de fre de premsa té una gran influència en la precisió de la peça. En el procés de plegat, el motlle és tot el que entra en contacte amb la peça de treball.
Les matrius del fre de premsa de la màquina de flexió/frena de premsa tenen forma de L, forma de R, forma d'U, forma de Z, etc. La matriu superior és principalment de 90 graus, 88 graus, 45 graus, 30 graus, 20 graus, angle de 15 graus, etc. El motlle inferior té una ranura doble de 4 ~ 18V i una sola ranura amb diferents amplades de ranura, així com un motlle inferior R, un motlle inferior d'angle agut, un motlle aplanador, etc.

Ultra alta precisió
És molt important que la precisió del motlle afecti molt la precisió de la peça durant el procés de plegat. El desgast del motlle s'ha de comprovar abans d'utilitzar-lo. El mètode d'inspecció és mesurar la longitud des de l'extrem frontal del motlle superior fins a l'espatlla i la longitud entre l'espatlla del motlle inferior. Per als motlles convencionals, la desviació per metre ha de ser d'uns ±0,0083 mm i la desviació de la longitud total no ha de ser superior a ±0,127 mm. Pel que fa al motlle de mòlta de precisió, la precisió per metre ha de ser de ± 0,0033 mm i la precisió total no ha de ser superior a ± 0,0508 mm. En general, es recomana utilitzar motlles de mòlta fina per a màquines de flexió electrohidràuliques o màquines de flexió d'eix de torsió, i motlles convencionals per a màquines de flexió manuals.
La secció d'eines de la màquina de fre de premsa CNC de la següent manera:

Instal·lació fixa automàtica
La matriu superior s'instal·la quan el control lliscant puja al centre mort superior i el sistema de subjecció del motlle pot mantenir diversos motlles al seu lloc fins que s'apliqui la pressió de subjecció.
Sistema de tancament hidràulic
El sistema de tancament hidràulic és el mètode de subjecció més eficaç. Tant les màquines noves com les antigues poden utilitzar aquest sistema de subjecció, estalviant temps i costos. Si la superfície de càrrega de l'antiga màquina de doblegar està danyada, el sistema de tancament hidràulic serà la millor opció per solucionar els danys, alhora que millorarà l'eficiència de la subjecció i la instal·lació.

Premeu automàticament al seu lloc
Quan s'aplica pressió de subjecció, la matriu superior s'aixeca i s'estreny automàticament al seu lloc. Això elimina la necessitat de prémer el motlle superior a la part inferior del motlle durant el procés de plegat.
L'elecció del punxó/dau
Primer, determineu el gruix de la làmina a doblegar. Per exemple, voleu doblegar plaques de 0,75 mm a 6,30 mm de gruix. A continuació, multipliqueu el gruix de la làmina més fina per 8 per estimar la mida mínima necessària de la matriu en V. En aquest exemple, una placa de 0,75 mm és el motlle mínim necessari, de manera que 0,75×8=6. En tercer lloc, multipliqueu el gruix de la làmina més gruixuda per 8 per estimar la mida màxima de matriu en forma de V necessària.
Principi de 8 vegades
És a dir, l'obertura del motlle en forma de V ha de ser 8 vegades el gruix de la làmina. Multipliqueu el gruix de la làmina per 8 per seleccionar el motlle més proper. Per exemple, una placa d'1,5 mm de gruix requereix un motlle de 12 mm (1,5 × 8 = 12 mm). Si és una placa de 3,0 mm, cal un motlle de 24,0 mm. (3,0×8=24,0). Aquesta relació pot proporcionar la millor opció d'angle, per això moltes persones l'anomenen la "millor opció". La majoria dels gràfics de flexió publicats també es centren en aquesta fórmula.
Normes de selecció de models
La regla de selecció per doblegar peces en forma de L és que no hi ha regles, es pot utilitzar gairebé qualsevol matriu superior. Així, quan escolliu motlles superiors per a un grup de peces, les peces en forma de L es poden considerar les darreres, perquè gairebé qualsevol motlle superior les pot doblegar. En doblegar aquestes peces en forma de L, es recomana utilitzar motlles superiors que també poden doblegar altres peces. En comprar motlles, com menys millor. Això no només es tracta de minimitzar els costos de motlle, sinó també de reduir el nombre de formes de motlle requerides i reduir el temps d'instal·lació.


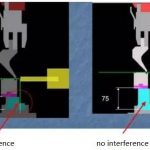
Quan la secció superior de la peça de treball és més llarga que la secció inferior, cal una matriu de coll de cisne. Quan la secció superior de la peça de treball és més curta que la secció inferior, qualsevol matriu superior està bé. Quan la secció superior i la secció inferior de la peça tenen la mateixa longitud, es requereix una matriu superior d'angle agut. En resum, la regla de selecció de matriu superior depèn principalment de la interferència de la peça de treball, que és on el programari de simulació de flexió pot tenir un paper important. Si el sistema utilitzat no pot simular la situació de flexió, podeu utilitzar el dibuix amb el fons de la quadrícula per comprovar manualment la interferència de la peça de treball del motlle superior, tal com es mostra a la figura següent.


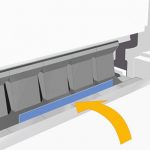
Sense motlle de sagnat
Gairebé tots els motlles típics de màquines de flexió en forma de V deixaran algunes marques a la peça de treball, perquè el metall es pressiona al motlle durant la flexió. En la majoria dels casos, les notes són petites o acceptables. Augmentar el radi pot reduir les marques. Però de vegades fins i tot les marques més petites són inacceptables, com ara plaques pintades o polides abans de doblegar-les. Les insercions de niló es poden utilitzar per eliminar sagnats, tal com es mostra a la figura següent. La flexió sense sagnies és especialment important per a avions fabricats o peces aeroespacials perquè els inspectors tenen dificultats per inspeccionar una peça a simple vista i distingir rascades i esquerdes.

Productes relacionats
 Com triar el tonatge de la màquina de fre de premsa hidràulica
Com triar el tonatge de la màquina de fre de premsa hidràulica- Solució eficient WILA de plegat de plaques mitjanes i gruixudes
- Utilitzeu les habilitats de la màquina de doblegar CNC
- Seqüència de plegat convencional i especificació d'ús diari del motlle de la màquina de plegat
- Càlcul de la força de flexió durant la flexió lliure de la màquina de flexió de xapa
- De què estan fetes les matrius de frens de premsa? Què és l'eina de frens de premsa?
- Quants tipus de fre de premsa hidràulica
- Per què afegir un sistema de compensació a una màquina dobladora de frens de premsa
- Què és la corona de premsa de frens
- Com calcular el marge de flexió per a la vostra fre de premsa